 Đăng vào
Đăng vào Ngành công nghiệp bán dẫn sản xuất các linh kiện cốt lõi cho thiết bị điện tử và hệ thống máy tính, tạo nền tảng cho công nghệ hiện đại và đóng vai trò quan trọng trong sự phát triển công nghiệp và công nghệ toàn cầu. Các sản phẩm bán dẫn chủ yếu bao gồm mạch tích hợp (IC), chip nhớ như DRAM và NAND, cùng các bộ xử lý như CPU và GPU.
Chip bán dẫn được cấu thành từ hàng tỷ transistor và các cấu trúc mạch điện được tích hợp với mật độ cực cao trong không gian rất nhỏ. Để đảm bảo thiết bị hoạt động ổn định, mỗi thành phần phải được chế tạo chính xác và kết nối đúng vị trí. Do kích thước vi mô và độ phức tạp cao của cấu trúc bán dẫn, việc giảm thiểu khuyết tật thông qua các quy trình sản xuất được kiểm soát chặt chẽ là yếu tố then chốt.
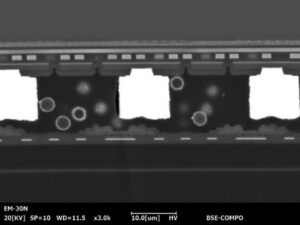
Thông qua việc chuẩn bị bề mặt hoặc mặt cắt ngang của mẫu bán dẫn bằng phương pháp mài đánh bóng bằng chùm ion (ion milling) và quan sát bằng kính hiển vi điện tử quét (SEM), có thể xác định chính xác độ sâu khuyết tật cũng như vị trí hư hỏng, từ đó hỗ trợ phân tích nguyên nhân gốc rễ và tối ưu hóa quy trình sản xuất.
IP-10K của COXEM là hệ thống đánh bóng bằng chùm ion argon được thiết kế để chuẩn bị bề mặt và mặt cắt mẫu với độ chính xác cao. Bằng cách sử dụng kỹ thuật mài bằng ion argon, hệ thống tạo ra các bề mặt sạch, giảm thiểu hư hại mẫu, phục vụ cho việc quan sát SEM chất lượng cao. Do argon là khí trơ về mặt hóa học, quá trình xử lý hạn chế tối đa các phản ứng hóa học không mong muốn, giúp việc phân tích thành phần và cấu trúc vật liệu bán dẫn trở nên đáng tin cậy hơn.
Quy Trình Chuẩn Bị Mẫu
Đối với quá trình mài phẳng diện tích lớn (flat milling), mẫu trước tiên được đúc trong nhựa epoxy và đánh bóng cơ học để tạo ra bề mặt gia công đồng đều. Vì quá trình flat milling chỉ loại bỏ một lớp vật liệu rất mỏng trên bề mặt nên độ nhám bề mặt quá lớn sẽ làm giảm đáng kể hiệu quả gia công bằng ion.
COXEM khuyến nghị chuẩn bị bề mặt mẫu đạt độ nhám nhỏ hơn 1 μm trước khi thực hiện flat milling nhằm đạt được chất lượng đánh bóng tối ưu.
- Bước 1: Cắt mẫu về kích thước phù hợp và cố định mẫu bằng kẹp để có thể đặt vừa trong khuôn đúc.
- Bước 2: Trộn nhựa đúc nguội (cold-mounting resin) và chất đóng rắn theo tỷ lệ được khuyến nghị.
- Bước 3: Đặt mẫu vào khuôn và đổ hỗn hợp epoxy đã trộn vào khuôn.
- Bước 4: Để epoxy đóng rắn hoàn toàn ở nhiệt độ phòng, sau đó tháo mẫu đã cứng ra khỏi khuôn.
- Bước 5: Thực hiện đánh bóng cơ học từ bước mài thô đến mài tinh cho đến khi độ nhám bề mặt cuối cùng nhỏ hơn 1 μm.
- Bước 6: Sau khi đánh bóng, gắn mẫu lên giá giữ mẫu dành cho chế độ Flat Milling để tiến hành mài bằng ion.

Gia Công Bằng Chùm Ion

Quá trình flat milling được thực hiện trong 10 phút với chùm ion có điện áp gia tốc 4 kV và góc tới 88°.
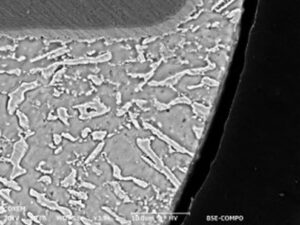
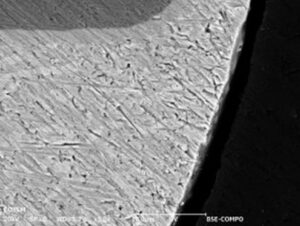
Trước khi thực hiện ion milling, các cặn vật liệu phủ và tạp chất trên bề mặt mẫu sau quá trình đúc gây cản trở việc quan sát SEM một cách rõ ràng. Sau khi gia công bằng ion, bề mặt được đánh bóng sạch sẽ, giúp bộc lộ rõ cấu trúc bên dưới với độ sắc nét được cải thiện đáng kể.
Hình Ảnh SEM
Cùng một khu vực trên mẫu được so sánh trước và sau khi thực hiện ion milling.
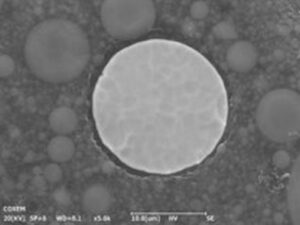
Trước khi gia công bằng ion, trên bề mặt vẫn còn các vết xước do quá trình đánh bóng cơ học và các tạp chất còn sót lại từ vật liệu đánh bóng. Những yếu tố này làm giảm khả năng quan sát rõ mặt cắt ngang của bi hàn.
Sau khi xử lý bằng chùm ion, các tạp chất bề mặt và vết xước đánh bóng được loại bỏ hiệu quả, cho phép quan sát rõ hơn các ranh giới hạt bên trong bi hàn, đồng thời nâng cao đáng kể chất lượng hình ảnh SEM.
Source: Coxem